乳化液废水是工厂生产中产生的常见废水 ,其特点是品种繁多,COD cr 和含油量浓度高,处理难度大.我们通过工程实际研究出高效破乳
絮凝剂及JR型系列全自动乳化液处理机,对废水进行了有效的治理,达到G家排放标准。
1.概述
机械制造工业中,金属切削加工使用大量乳化液作为润滑冷却之用,乳化液经过一段时间使用后 , 就会变成废水排出。
乳化液中主要含有机油和表面活性剂,是用乳化油根据需要用水稀释再加入乳化剂配制而成的。在机床切削使用的乳化液中为了提高乳化液的防锈性 , 还加入了亚硝酸钠等。
由于乳化剂都是表面活性剂,当它加入水中,使油与水的界面自由能大大降低,达到**低值,这时油便分散在水中。同时表面活性剂还产生电离,使油珠液滴带有电荷,而且还吸附了一层水分子固定着不动 , 形成水化离子膜,而水中的反离子又吸附再其外表周围,分为不动的吸附层和可动的扩散层 , 形成双电层 . 这样使油珠外面包围着一层有弹性的、坚固的、带有同性电荷的水化离子膜,阻止了油珠液滴互相碰撞时可能的结合,使油珠能够得以长期地稳定在水中 , 成为白色的乳化液。 配制的乳化液 pH 值一般再 8~9 之间,有的甚**高达 10~11.
2.乳化液废水处理方法简介
2.1 乳化液废水处理原理
根据乳化液的性质,进行乳化液废水的处理需经过二个步骤:
(1)破乳剂油;
(2) 水质净化去除表面活性剂等物质。
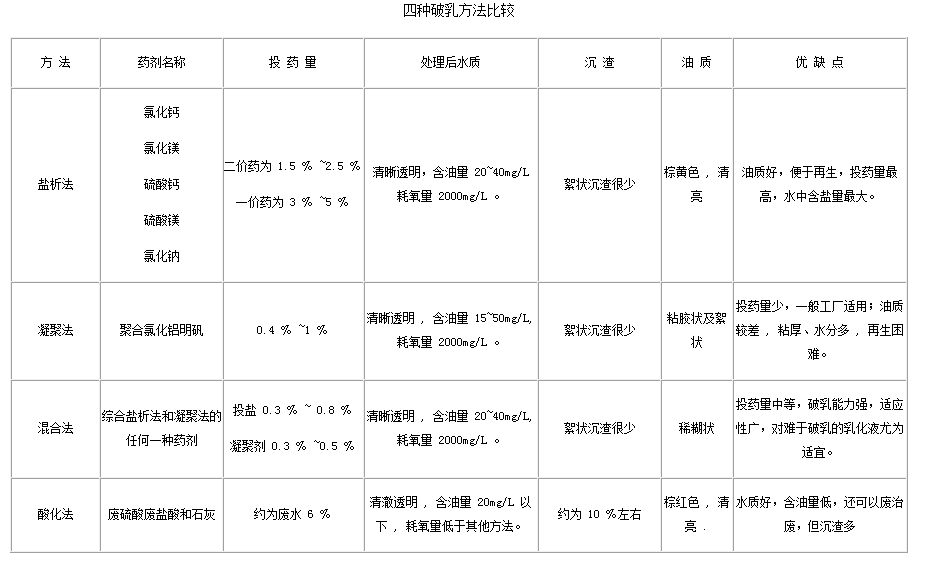
破乳方法种类较多,有盐析法、乳酸法、凝聚法、顶替法、高压电法、吸附法等等。一般常用的采用盐析凝聚混合法,现介绍如下:
在乳化液中加入电解质,电解质的离子在乳化液中发生强烈的水化作用即争水作用,使乳化液中的自由水分子减少了 , 对油珠产生脱水作用,从而破坏了乳化液油珠的水化层,中和了油珠的电性,破坏了它的双电层结构,因而油珠失去了稳定性,产生凝聚现象 ( 电解质一般分为二、三价的钙、镁、铝等盐类 ) 。 加入混凝剂,则加快起到油水分离的目的。
在实际使用中,应注意调整水的 pH 值 , 将 pH 值调整为 8.5 较好。
 混凝气浮法处理乳化液废水
混凝气浮法处理乳化液废水
在金属材料加工、机械制造等行业,通常要使用乳化液作为冷却剂或润滑剂。乳化液使用后直接进入废水系统,或经循环使用多次后,变质、失效而成为废乳化液,再进入废水系统。这类废水的主要成分为机械油、表面活性剂、可溶性有机物和固体悬浮物等,呈乳白色,虽然水量不大,但CODcr含量高达几千**200000mg/L,油含量也很高。如不处理直接排放,必将给环境带来严重危害。
由于含乳化液废水分散性好,且具有污染物浓度高、废水量小、间歇排放等特点,给该类废水的处理带来了一定的困难。G内外已开发了一些含乳化液废水处理技术,如:化学法(化学破乳法、混凝法)、生化法、电解法、离心分离法、吸附过滤法、膜过滤法等。其中,化学法应用较多,但处理后的出水难以达标;超滤法能达到较好的效果,但装置投资大,且处理成本高,一般企业难以承受。因此,开发出经济、适用、高效的处理技术,对改善目前乳化液废水治理率低的局面是非常必要的。
简要技术
对含乳化液废水的处理方法进行了研究,开发出“隔油-厌氧-化学氧化-混凝气浮”新技术。
1.设置隔油池和浮油收集机,分离和收集废水中的浮油,既可保证浮油不会进入厌氧池,减轻后续工序的负荷;又能将浮油收集起来,外售给油品加工厂,实现了资源回收利用;
2.采用厌氧消化工艺破坏乳化液中乳化剂、机械油等大分子有机物的分子结构,使部分有机物分解,达到破乳和降低COD的双重功效。同时,乳化液废水的排放一般是间歇的,厌氧池还充当调节池,起到均质均量的作用;
3.采用化学氧化法对厌氧消化后的废水进行处理,将废水中有机物的分子结构进一步破坏或重整,使之成为易于被混凝剂凝聚的物质;
4.在混凝过程中,采用新型高效聚硅酸盐类混凝剂,生成的“矾花”大而密实,混凝效果好;
5.气浮过程不仅能高效去除水中已凝聚成“矾花”的悬浮物,而且在溶解氧的作用下,能进一步氧化呈溶解态的有机物,使COD得以进一步降低;
6.采用砂滤作为保全过滤,能较彻底地除去水中的残留悬浮物,设备简单、操作方便、运行稳定。该工艺可根据实际需要,任意采用连续或间歇的操作方式。
技术创新
与现有含乳化液废水处理方法相比,本技术还具有以下特点:
1.处理效率高。实验研究和实践表明,在乳化液废水CODcr=6000—200000mg/L的范围内,经本技术处理,COD去除率高达99.0%**99.8%%,出水清澈;而当乳化液废水CODcr=6000—12000mg/L时,出水CODcr=100mg/L,各项指标可达到G家一级排放标准,并可以作为循环冷却水的补充水使用。
2.装置占地面积小,投资省。将厌氧池置于地下,并加上盖板(现浇或预制件);将反应池、混凝槽与气浮机等**于厌氧池上。处理量为5吨/小时乳化液废水的装置,其占地面积约为150m2;装置投资为20—30万元(仅为超滤法的1/10)。#p#分页标题#e#
3.处理费用低。以烟台市西蒙西轴承厂100吨/日乳化液
废水的处理装置计,每处理1吨废水的电耗约为0.9度,药剂费约为1.5—2.5元。除去回收水和废机油冲减的成本,每处理1吨废水的实际费用约为1.5—2.5元。
4.可实现资源的综合利用。废水中的浮油收集后可出售给油品回收厂;出水可作为循环冷却水的补充水。这不仅实现了资源的回收利用,为工厂的清洁生产奠定基础,还可冲减废水处理成本。
应用前景
本技术已分别运行了8、14、16个月,均已通过了环保局组织的废水处理设施达标验收,运行稳定,效果很好。
综上所述,“厌氧-化学氧化-混凝气浮法”处理乳化液废水技术,具有处理效率高、运行成本低、操作简便、可以间歇/连续运行、投资省、易于实施等特点,解决了现有技术的缺陷,具有很好的推广应用前景。
在金属材料加工、机械制造等行业,通常要使用乳化液作为冷却剂或润滑剂。由于含乳化液废水分散性好,且具有污染物浓度高、废水量小、间歇排放等特点,给该类废水的处理带来了一定的困难。因此,开发出经济、适用、高效的处理技术,对改善目前乳化液废水治理率低的局面是非常必要的。
荧光废水怎么处理
某机器制造厂在生产过程中使用荧光渗透剂, 故工厂所排废水为含有荧光渗透剂的废水。该废水是一种略微透明的乳状液, 成分复杂, 主要含有以下几种有机物质: 荧光染料、荧光增白剂、# 5机油、邻苯二甲酸二丁酯、醚类等。废水COD 一般为750mg/L 左右, 有时高达1000mg/L 以上。该厂采用电解凝聚2气浮2吸附三级处理, 出水COD 仍达几百mgöL , 对环境造成危害。鉴于该厂
废水量小(2töh ) , 在查阅文献资料的基础上[1~ 3 ] , 我们选用氧化2混凝法对荧光废水怎么处理进行了初步研究。
荧光废水怎么处理:1 试验部分
1. 1 处理废水用药剂
氧化破乳剂——次氯酸钙;
无机凝聚剂——聚铝;
高分子絮凝剂——聚丙烯酰胺。
1. 2 试验方法
本试验在烧杯中进行, 每次处理废水量为200mL , 废水初始COD 为750mg/L 。废水中胶粒细小, 乳化性能良好。经电泳定性实验测试,废水中胶粒带有负电荷。shou先向废水中加入次氯酸钙(固体粉剂) , 搅拌, 使废水中的部分有机物质氧化并部分破乳, 在此期间可以观察到废水的颜色从绿色变为白色。反应30m in 后加入聚铝溶液, 废水中胶粒的电性发生变化, 并有沉淀产生, 废水透明度增加。几分钟后, 再加入聚丙烯酰胺溶液, 此时由于聚丙烯酰胺的吸附架桥作用, 许多微粒连接在一起形成一个大的絮团, 迅速沉降。澄清后, 取清液20mL , 测定COD和pH。COD 的测定采用重铬酸钾法。
废水处理的试验流程如图1所示
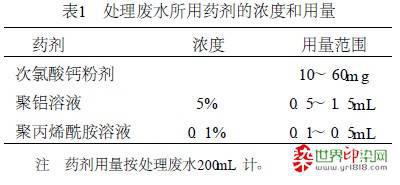
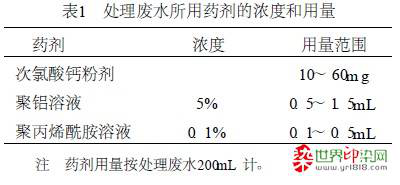
1. 3 药剂浓度和用量
处理含荧光渗透剂废水所用药剂的浓度和用量见表1。
荧光废水怎么处理:2 结果和讨论
2. 1 氧化破乳试验
次氯酸钙是一种强氧化剂, 能使废水中的部分有机物氧化降解, 并能起一定程度的破乳作用。反应一定时间后, 废水颜色从绿色变为白色。通过试验观察到, 废水如果不进行氧化处理, 仅采用无机和有机混凝剂处理, 处理后的废水仍然保持良好的乳化状态, COD 去除率也不高, 可见废水的氧化破乳处理很必要。
表2为在处理废水量200mL、聚铝溶液投加量0. 7mL、聚丙烯酰胺溶液投加量0. 4mL 的条件下, 次氯酸钙投加量对废水COD 去除率影响的试验结果。
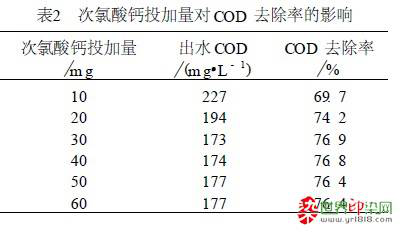
由表2可见, 随着次氯酸钙投加量的增加,COD 去除率也增加, 当次氯酸钙投加量增加到30mg 时, COD 去除率达到**高值; 继续增加次氯酸钙投加量, COD 去除率变化不大。因此, 次氯酸钙的适宜投加量为30mg。
2. 2 混凝沉淀试验
经电泳定性检测, 废水中胶粒的电性为负,加入聚铝溶液后, 带负电的胶粒与带正电的聚铝络合物电性中和, 胶粒表面电势降低, 排斥能屏消失, 胶粒失稳后聚集在一起。
表3为在处理废水量200mL、投加次氯酸钙30mg、投加聚丙烯酰胺溶液0. 4mL、反应时间30m in 的条件下, 聚铝投加量对废水COD 去除率影响的试验结果。具体参见
http://www.dowater.com更多相关技术文档。
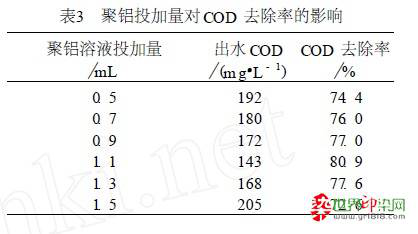
由表3可见, 随着聚铝投加量的增加, COD去除率呈上升趋势, 当聚铝溶液投加量为1. 1mL 时, COD 去除率升****高; 继续增加聚铝投加量, COD 去除率反而下降。此时定性检测废水中的固体颗粒呈正电性, 说明聚铝用量过多, 使废水中固体颗粒的电性发生了变化。聚铝溶液的适宜用量为1. 1mL。
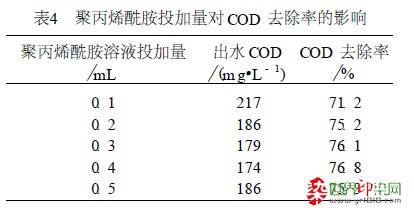
表4为在处理废水量200mL、投加次氯酸钙30mg、投加聚铝溶液0. 7mL、反应时间30m in的条件下, 聚丙烯酰胺投加量对废水COD 去除率影响的试验结果。
#p#分页标题#e#
由表4可见, 聚丙烯酰胺溶液的适宜投加量为0. 4mL , 在该条件下, COD 去除率可达76. 8%; 在0. 2~ 0. 5mL 范围内, 聚丙烯酰胺溶液投加量的变化对COD 去除率影响不大。
表5为在废水处理中不加聚丙烯酰胺的条下, 次氯酸钙、聚铝投加量对废水COD 去除率影响的试验结果。
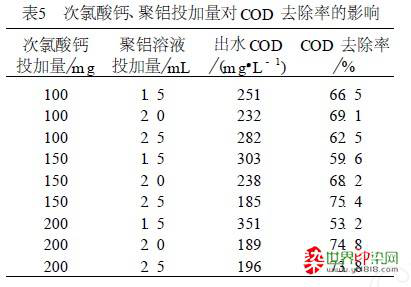
从表5可以看出, 如果不加聚丙烯酰胺, 仅加氧化剂和无机凝聚剂, 即使投加量较大, 处理效果也较差。
有机高分子聚合物分子量大, 具有较长的线状结构, 并有许多官能团, 能在水中的胶体微粒之间起架桥连接作用。在同一个高分子线状结构上可吸附多个微粒, 形成一个较大的絮团,并包裹、夹带其它的细小微粒一起沉降, 使废水得到澄清。
2. 3 药剂的适宜用量
通过上述试验, 筛选得出处理该废水较适宜的药剂用量(按处理废水200mL 计) 为: 次氯酸钙30mg、聚铝溶液1. 1mL、聚丙烯酰胺溶液0. 4mL。
荧光废水怎么处理:3 结论
(1) 采用氧化2混凝法处理含荧光渗透剂的废水, 可将废水中的COD 从50mg/L 降**140~ 145mg/L , COD 去除率达80% 以上。此法适用于规模较小的废水处理厂。
(2) 通过本试验, 筛选出3种药剂的适宜用量(按处理1L 废水计) 为: 次氯酸钙(固体粉剂)150mg、5% 的聚铝溶液5. 5mL、0. 1% 的聚丙烯酰胺溶液2mL。
(3) 本处理工艺尚处于初步试验研究阶段,还存在处理效果不够理想及药品费用较高等问题, 有待于做进一步的研究。